Shredding and Grating Non-Dairy Cheese

Challenge
Firstly, our customer requested a production line for converting non-dairy cheese into shreds and grated products. They had a clear goal: to produce shredded and grated cheese of high quality that would have a similar appearance to cheese made from milk.
Moreover, they cast their product into blocks of varying heights based on their specific recipe, offering a vegan alternative to common cheeses like cheddar and parmesan. The customer also wanted to produce grated or granular-style products from hard Italian-type blocks.
Minimize or avoid the use of powder or flow agents whenever possible. This was our customer’s first production line for shredded and grated cheese. The existing factory required inserting the line within tight space restrictions.
Also, with the ready-to-eat product, our customer was concerned about the hygienic design and the ability to thoroughly clean the machinery daily. The biggest shared risk was the unknown nature of plant-based cheese because product hardness, stickiness, and density vary greatly from one manufacturer to another.

Application Details
- Cheese types: Non-Dairy, Vegan Alternatives for Cheddar, Red Leicester & Parmesan
- Cheese temperature: 32–43 F (2–6 C)
- Infeed blocks: 14”L x 10”W x 2.5-7H” blocks (358 x 258 x 63.5-178mm)
- Production rate: 1,100 lbs/hr (500 kg/hr)
- Finished product: Crescent shred: 1.8” (45mm) typical length and Grated
- Powder flow agent: Potato Starch less than 1%
- Control platform: Allen-Bradley
- Electrical: 415V/50Hz/3P
- Packaging: Various retail standup pouches on VFFS machine

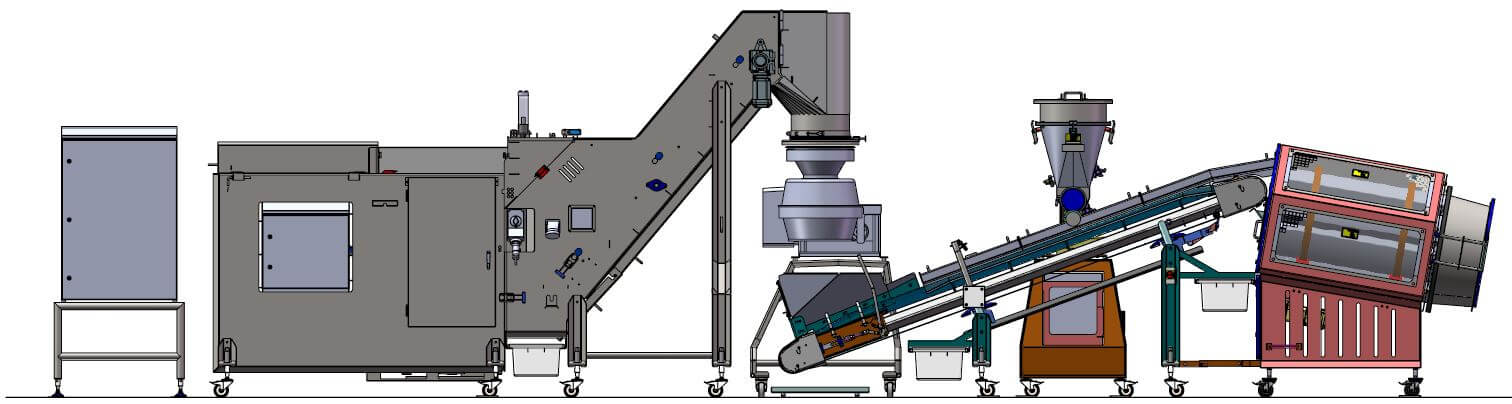
Project Solution
Marchant Schmidt delivered a complete shredding and grating industrial system for non-dairy cheese that reduces blocks to shred and grated products. Prior to engineering, we tested each cheese type for hardness and stickiness.
Further testing of the centrifugal shredder and grating system demonstrated that high-quality shred was possible from non-dairy cheese. As a low-volume shred system, we installed an MS25 cuber to reduce blocks to cubes.
The operator is responsible for loading a block or stack of two blocks of vegan cheese into the cut chamber. After the safety light curtains are clear, the cycle begins. However, the MS25 has an integrated accumulation and metering conveyor that delivers cubes directly to the shredder.
Additionally, the collection conveyor deposits the shred and moves it past the powder applicator into the mixing drum. A sensor measures the volume of cheese on the collection belt.
Applying potato starch to the cheese surface enhances flow across the multi-head weighed and boosts packaging performance. Exchanging the centrifugal cutting head enables a quick and easy changeover to a grated product.
Moreover, line controls effectively make multiple individual machines operate as a complete system, using the scale and bagger as a master signal.
For more information on shredding and grating non-dairy cheese applications, contact Marchant Schmidt today!